
























































El Análisis de Modo y Efecto de Falla (FMEA en Inglés "Failure Modes and Effect Analysis") surgió del ejército de los Estados Unidos a finales de la década de 1940 como una herramienta para mejorar la evaluación de la confiabilidad de los equipos. Sus beneficios se hicieron evidentes rápidamente y fue adoptado por industrias aeroespaciales y la NASA durante el programa Apollo en la década de 1960.
Posteriormente, fue adoptado por muchas de las grandes compañías automotrices, incluyendo Ford en la década de 1970. Desde entonces, se ha convertido en una herramienta fundamental en el desarrollo de productos en muchas organizaciones y se recomienda como parte del sistema de gestión de calidad de una organización.
¿Qué es el FMEA?
El Análisis de Modo y Efecto de la Falla se basa en dos aspectos.
Modos de Falla: se refiere a las formas o modos en que algo podría fallar. Los fallas son cualquier tipo de errores o defectos, especialmente aquellos que afectan al cliente, y pueden ser potenciales o reales.
Análisis de Efectos: se refiere al estudio de las consecuencias de esas fallas.
En este análisis, las fallas se priorizan en función de la gravedad de sus consecuencias, la frecuencia con la que ocurren y la facilidad con la que pueden ser detectados, para luego tomar medidas que ayuden a eliminar o reducir las fallas, comenzando por los más prioritarias.

FMEA, DFMEA y MFMEA - Diferencias
Como se mencionó anteriormente, el FMEA fué establecido para determinar y resolver problemas de diseño de productos y procesos de producción, por lo que también es llamado de DFMEA o Design Failure Modes and Effect Analysis.
Análisis de Modo y Efecto de Falla del Diseño - DFMEA
En este marco del análisis es importante preguntarnos:
¿Qué podría salir mal con un producto mientras está en servicio como resultado de una debilidad en el diseño?
El análisis se lleva a cabo durante las etapas iniciales de un proyecto de diseño, donde se suele suponer que el producto se fabricará según las especificaciones de diseño requeridas. También se busca reducir la dependencia de los controles de proceso y la inspección para superar limitaciones en el diseño básico y, por lo tanto, debe considerar las limitaciones técnicas y físicas de los procesos de fabricación y ensamblaje.
Sin embargo, en este artículo también mencionaremos y desarrollaremos más específicamente el MFMEA o Machine Failure Modes and Effect Analysis.
Análisis de Modo y Efecto de Falla de Máquina - MFMEA
El MFMEA de maquinaria es un enfoque sistemático que aplica el método tabular tradicional del FMEA para ayudar a los equipos de ingeniería de mantenimiento a identificar los posibles modos de falla de las máquinas, sus posibles efectos y las posibles causas, para luego desarrollar planes de acción correctiva que eliminarán o reducirán el impacto del posible modo de falla.
Un MFMEA típico sigue un modelo jerárquico en el que divide la máquina en subsistemas, ensamblajes y unidades reemplazables más pequeñas. Por ejemplo:
- Nivel 1: Nivel del sistema - Máquina genérica
- Nivel 2: Nivel del subsistema - Eléctrico, mecánico, controles
- Nivel 3: Nivel del ensamblaje - Dispositivos/herramientas de sujeción, manipulación de materiales, accionamientos
- Nivel 4: Nivel del componente
Por lo tanto, para todos los propósitos previstos, la mayoría de los MFMEA se tratan como una variación de un FMEA de diseño. El enfoque predominante de esta variación está en identificar problemas de seguridad y confiabilidad.
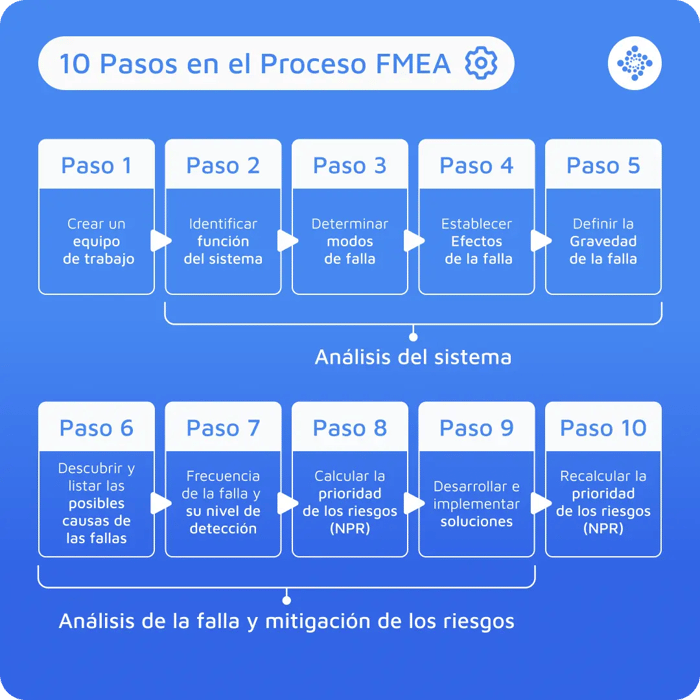
Los 10 Pasos para implementa el MFMEA
Para comenzar, es necesario utilizar los diagramas de límite para identificar las funciones de un sistema. Una vez que se haya completado el diagrama, el equipo de MFMEA puede centrarse en los bajos valores de tiempo medio entre fallas (MTBF) y confiabilidad.
1. Identificar la función
Definir la función en términos de un verbo activo y un sustantivo. Utilizar el diagrama funcional realizado previamente para encontrar la función ideal. En este caso, siempre debe enfocarse en la intención del sistema, subsistema o componente bajo investigación.
2. Determinar el modo de falla
En el contexto operativo, una falla se define como un suceso en el que un equipo o activo no puede desempeñarse adecuadamente dentro de un proceso productivo bajo condiciones específicas predefinidas. Esta condición puede manifestarse en la incapacidad del equipo para generar productos, componentes o realizar operaciones programadas de acuerdo a las especificaciones establecidas.
Las modalidades de falla en el ámbito de las máquinas pueden presentarse de tres maneras distintas:
-
Falla del componente: Representa una degradación total o parcial en uno o varios componentes del sistema, resultando en una disminución significativa o completa de la funcionalidad.
-
Observación de la falla: Implica la identificación de señales o indicios que sugieren la posibilidad de que un componente o sistema falle en un futuro cercano, aunque aún no haya ocurrido una parada operativa.
-
Anomalía de rendimiento: Cuando el rendimiento o funcionamiento del equipo se desvía considerablemente de los parámetros previamente establecidos, puede considerarse como un estado de falla, ya que no cumple con las expectativas y especificaciones requeridas.
3. Efectos potenciales de la falla
Las consecuencias de un modo de falla en el subsistema son meticulosamente abordadas desde una perspectiva de seguridad y desde el enfoque de las siete principales pérdidas.
Los efectos potenciales derivados de tales fallas deben ser analizados en profundidad, en relación a factores cruciales como el tiempo de inactividad, la generación de desperdicio y las problemáticas vinculadas a la seguridad operacional.
Si se opta por aplicar un enfoque funcional en este análisis, resulta esencial establecer una enumeración precisa de las causas subyacentes antes de desarrollar la lista completa de efectos posibles.
Un concepto asociado a los efectos potenciales es la gravedad, una calificación intrínseca que se ajusta según la seriedad del impacto ocasionado por un potencial modo de falla del equipo. En términos comunes, se describen características específicas para diferentes categorías:
Tiempo de Inactividad
Pérdida 1 - Interrupciones: Estas pérdidas emergen como resultado de la pérdida de funcionalidad o una reducción de la misma en una pieza de equipo, lo cual demanda una intervención de mantenimiento inmediata para su corrección.
Pérdida 2 - Preparación y ajustes: Se refieren a las pérdidas generadas por procedimientos establecidos, donde los ajustes engloban el tiempo durante el cual la producción se detiene para realizar ajustes en el proceso o de las máquinas, con el fin de evitar pérdidas debidas a defectos y pérdida de rendimiento. Esto requiere la intervención de un operador o un ajustador especializado.
Pérdida 3 - Pérdidas al Iniciar: Este tipo de pérdidas se manifiesta en las primeras etapas de la producción luego de paros prolongados, como los fines de semana, días festivos o entre los cambios de turno. Esto conduce a un rendimiento disminuido o al aumento en la cantidad de desperdicios y defectos.
Pérdida 4 - Ciclo Reducido: Estas pérdidas resultan de discrepancias entre el tiempo de ciclo ideal de una pieza de equipo y su tiempo de ciclo real.
Desperdicio
Pérdida 5 - Partes defectuosas: Estas pérdidas son consecuencia de defectos en la calidad de las partes del proceso, lo cual desencadena retrabajos, reparaciones y/o desperdicio.
Pérdida 6 - Herramientas: Estas pérdidas se originan por fallas, roturas o desgaste de herramientas y componentes clave, como herramientas de corte, dispositivos de sujeción, puntas de soldadura y punzones.
Seguridad
Pérdida 7 - Consideraciones de seguridad: Se refiere a situaciones en las que existe un riesgo inmediato para la vida, las extremidades o situaciones de riesgo de menor gravedad que pueden comprometer la seguridad del entorno operativo.
4. Evaluar la gravedad de la falla
La gravedad se compone de tres aspectos:
- Seguridad del operador de maquinaria (principal preocupación)
- Desperdicio de producto
- Tiempo de inactividad de la maquinaria
La calificación debe establecerse para cada efecto enumerado y se debe calificar el efecto más grave primero, normalmente las que tienen clalificación de 9 y 10. Por otra parte, el análisis debe comenzar con la función del subsistema que afectará la seguridad, las regulaciones gubernamentales y el tiempo de inactividad del equipo.
Es importante resaltar que una reducción en la calificación de severidad solo puede lograrse mediante un cambio en el diseño. Además, cabe señalar que estas directrices pueden ser modificadas o adaptadas para reflejar situaciones específicas, y la base de los criterios puede ser modificada para reflejar la especificidad de la máquina y su uso en el mundo real.
5. Establecer las posibles causas de la falla
Las posibles causas deben ser identificadas como deficiencias de diseño. Estas podrían traducirse como:
- Variaciones de diseño, factores ambientales o componentes defectuosos.
- Variación durante las fases de instalación del equipo que pueden corregirse o controlarse.
Identifique las causas de primer nivel que provocarán el modo de falla. Los datos para el desarrollo de las posibles causas de falla se pueden obtener de:
- Registros de fallas;
- Datos de garantía;
- Informes de problemas (cosas que salieron mal, cosas que salieron bien);
- Informes de pruebas;
- Informes de intervenciones e historial de las órdenes de trabajo.
6. Clasificar el nivel de ocurrencia
La ocurrencia (O) es la calificación correspondiente a la probabilidad de que el modo de falla ocurra dentro de un período de tiempo determinado. Lo siguiente debe considerarse al desarrollar las calificaciones de ocurrencia:
- Cada causa enumerada requiere una calificación de ocurrencia.
- Se pueden utilizar controles que evitarán o minimizarán la probabilidad de que ocurra la causa de la falla, pero no deben utilizarse para estimar la calificación de ocurrencia.
Los datos para establecer las calificaciones de ocurrencia se pueden obtener de:
- Datos de las órdenes de trabajo
- Datos de MTBF (tiempo medio entre fallas)
- Registros de fallas
- Registros de mantenimiento
7. Calificar el nivel de detección de la falla
La calificación de detección (D) es el método utilizado para calificar la eficacia del control actual para detectar el modo de falla potencial o la causa. La escala para clasificar estos métodos se basa en una escala de 1 a 10.
Controles Actuales de Detección
Los controles actuales se describen como aquellos elementos capaces de detectar el modo de falla o las causas de la falla, pudiendo ser controles de diseño o de proceso.
Un control de diseño se basa en pruebas u otros mecanismos utilizados durante la etapa de diseño para detectar fallas. Por otra parte, los controles de proceso son aquellos utilizados para alertar al personal de la planta que se ha producido una falla, y generalmente se describen como dispositivos para:
- Prevenir que ocurra el modo de falla o el mecanismo de falla
- Reducir la tasa de ocurrencia del modo de falla
- Detectar el modo de falla
- Detectar el modo de falla e implementar una acción de diseño correctiva
8. Calcular el número de prioridad de riesgo (NPR)
El NPR es un método utilizado por el equipo de MFMEA para clasificar los diversos modos de falla del equipo. Esta clasificación permite al equipo abordar la probabilidad más alta de falla y eliminarla antes de que el equipo salga de la planta del proveedor.
El NPR típicamente:
- No tiene valor ni significado. Las calificaciones y los NPR en sí mismos no tienen valor ni significado. Deben usarse solo para priorizar la debilidad potencial de diseño de la máquina (modo de falla) para considerar posibles acciones de diseño para eliminar las fallas o hacerlas mantenibles.
- Se utiliza para priorizar debilidades potenciales de diseño (causas raíz) para considerar posibles acciones de diseño.
- Es un producto de la gravedad (G), ocurrencia (O) y detección (D) de la falla.
NPR = G x O x D
9. Establecer e Implementar las Acciones Recomendadas
Cada valor de NPR debe tener una acción recomendada, listadas en el tablero del MFMEA, y diseñadas para reducir las calificaciones de gravedad, ocurrencia y detección. Las acciones deben abordar en orden las siguientes preocupaciones:
- Modos de falla con una gravedad de 9 o 10
- Modo de falla/causa que tiene una alta calificación de ocurrencia de gravedad
- Modo de falla/causa que tiene una alta calificación de NPR
Cuando un modo de falla/causa tiene una calificación de gravedad de 9 o 10, la acción recomendada debe ser considerada antes de la liberación de ingeniería para eliminar preocupaciones de seguridad.
En este paso, también es importante registrar la persona, departamento y fecha de finalización de la acción recomendada, así como su documentación. El MFMEA es un documento vivo y debe reflejar las últimas acciones de mejora o diseño.
Los resultados de un MFMEA efectivo reducirán o eliminarán el tiempo de inactividad del equipo.
10. Recalcular el RPN
En el último paso del MFMEA, se debe recalcular la gravedad, la ocurrencia y el nivel de detección de la falla después de que se haya implementado las acciones recomendadas
Siempre recuerde que solo un cambio en el diseño puede cambiar la Gravedad. La Ocurrencia puede cambiar mediante un cambio en el diseño y/o un sistema redundante. La Detección puede cambiar mediante un cambio en el diseño y/o una mejor prueba o un mejor control de diseño.
Si ha ocurrido cambios en S, O o D, el nuevo RPN debe ser evaluado para determinar si se necesitan acciones de diseño adicionales.
Beneficios de realizar un MFMEA
El Análisis de Modo y Efecto de Falla para Máquinas (MFMEA) no solo identifica posibles fallas, sino que también ofrece numerosos beneficios a lo largo de todo el proceso. Al aplicar el MFMEA, se generan mejoras en la calidad, confiabilidad y seguridad de productos y servicios, a la vez que se agilizan procesos y se aumenta la satisfacción del cliente.
Este enfoque proactivo, desde la detección temprana hasta la implementación de acciones correctivas, resulta en una optimización integral que potencia la competitividad y la eficiencia de la organización. A continuación se listan los beneficios más importantes.
- Optimiza la calidad, confiabilidad y seguridad de los productos o servicios. (Incluso en ciertas situaciones, alcanzar un 99.9 por ciento no es suficiente).
- Facilita la elección de alternativas (en sistema, diseño y proceso) con alta confiabilidad y un alto potencial de seguridad desde las fases iniciales.
- Fortalece la imagen y competitividad de la empresa.
- Incrementa la satisfacción de los clientes, en este caso, los operarios de las máquinas.
- Reduce tanto el tiempo como los costos asociados al mantenimiento de las máquinas.
- Guía hacia la selección del diseño óptimo del sistema.
- Contribuye a la determinación de la redundancia del sistema.
- Identifica los procedimientos de diagnóstico.
- Establece una jerarquía para las acciones de mejora del diseño.
- Facilita el análisis de los nuevos procesos de fabricación y/o ensamblaje.
- Colabora en el análisis de tareas, secuencias y/o servicios.
- Participa en la identificación y prevención de errores.
- Define la acción correctiva requerida.
- Asegura que se hayan evaluado todas las posibles fallas y sus efectos en el éxito operativo.
- Enumera los posibles fallos e identifica la magnitud relativa de sus efectos.
- Formula criterios tempranos para la fabricación, proceso, ensamblaje y servicio.
- Ofrece documentación histórica para futuras referencias, lo que facilita el análisis de fallos en campo y la consideración de cambios en el diseño, proceso y servicio.
En resumen, el Análisis de Modos de Fallos y Efectos en Maquinaria (MFMEA) se erige como una herramienta esencial para garantizar la calidad, seguridad y confiabilidad de productos y servicios. A través de la identificación proactiva de posibles fallas y su impacto potencial, el MFMEA permite a las organizaciones tomar medidas preventivas y correctivas fundamentadas.
Además de optimizar procesos y reducir costos, esta metodología se erige como una aliada en la toma de decisiones estratégicas y el cumplimiento de exigencias normativas. Con su enfoque sistemático y detallado, el MFMEA demuestra ser una inversión crucial para fortalecer la excelencia operativa y la satisfacción del cliente.