




















































A Análise de Modo e Efeito de Falha (FMEA, do inglês "Failure Modes and Effect Analysis") surgiu no exército dos Estados Unidos no final dos anos 1940 como uma ferramenta para melhorar a avaliação da confiabilidade de equipamentos. Seus benefícios se tornaram rapidamente evidentes e foi adotado por indústrias aeroespaciais e pela NASA durante o programa Apollo nos anos 1960.
Posteriormente, muitas das grandes empresas automotivas, incluindo a Ford na década de 1970, adotaram a FMEA. Desde então, tornou-se uma ferramenta fundamental no desenvolvimento de produtos em muitas organizações e é recomendado como parte do sistema de gestão de qualidade de uma organização.
O que é o FMEA?
A Análise de Modo e Efeito de Falha se baseia em dois aspectos:
Modos de Falha: se refere às maneiras ou modos como algo poderia falhar. Falhas são qualquer tipo de erro ou defeito, especialmente aqueles que afetam o cliente, podendo ser potenciais ou reais.
Análise de Efeitos: se refere ao estudo das consequências dessas falhas.
Neste análise, as falhas são priorizadas com base na gravidade de suas consequências, na frequência com que ocorrem e na facilidade de detecção, para então tomar medidas que ajudem a eliminar ou reduzir as falhas, começando pelas mais prioritárias.
FMEA, DFMEA e MFMEA - Diferenças
Como mencionado anteriormente, o FMEA foi estabelecido para determinar e resolver problemas de design de produtos e processos de produção, sendo também chamado de DFMEA ou Design Failure Modes and Effect Analysis.
Análise de Modo e Efeito de Falha de Design - DFMEA
Neste contexto de análise, é importante questionar:
O que poderia dar errado com um produto enquanto está em serviço como resultado de uma fraqueza no design? ue possíveis problemas poderiam surgir durante a utilização do produto devido a deficiências no design
A análise é realizada durante as fases iniciais de um projeto de design, onde se pressupõe que o produto será fabricado de acordo com as especificações de design necessárias. Também busca-se reduzir a dependência de controles de processo e inspeção para superar limitações no design básico, devendo considerar as limitações técnicas e físicas dos processos de fabricação e montagem.
Entretanto, neste artigo também mencionaremos e desenvolveremos de forma mais específica o MFMEA ou Machine Failure Modes and Effect Analysis.
Análise de Modo e Efeito de Falha de Máquina - MFMEA
O MFMEA de máquinas é uma abordagem sistemática que aplica o método tradicional do FMEA para ajudar equipes de engenharia de manutenção a identificar possíveis modos de falha das máquinas, seus possíveis efeitos e suas possíveis causas, para então desenvolver planos de ação corretiva que eliminem ou reduzam o impacto do possível modo de falha.
Um MFMEA típico segue um modelo hierárquico onde a máquina é dividida em subsistemas, montagens e unidades substituíveis menores. Por exemplo:
- Nível 1: Nível do sistema - Máquina genérica
- Nível 2: Nível do subsistema - Elétrico, mecânico, controles
- Nível 3: Nível da montagem - Dispositivos/ferramentas de fixação, manipulação de materiais, acionamentos
- Nível 4: Nível do componente
Assim, para todos os propósitos, a maioria dos MFMEA é tratada como uma variação de um FMEA de design. O foco predominante desta variação está na identificação de problemas de segurança e confiabilidade.
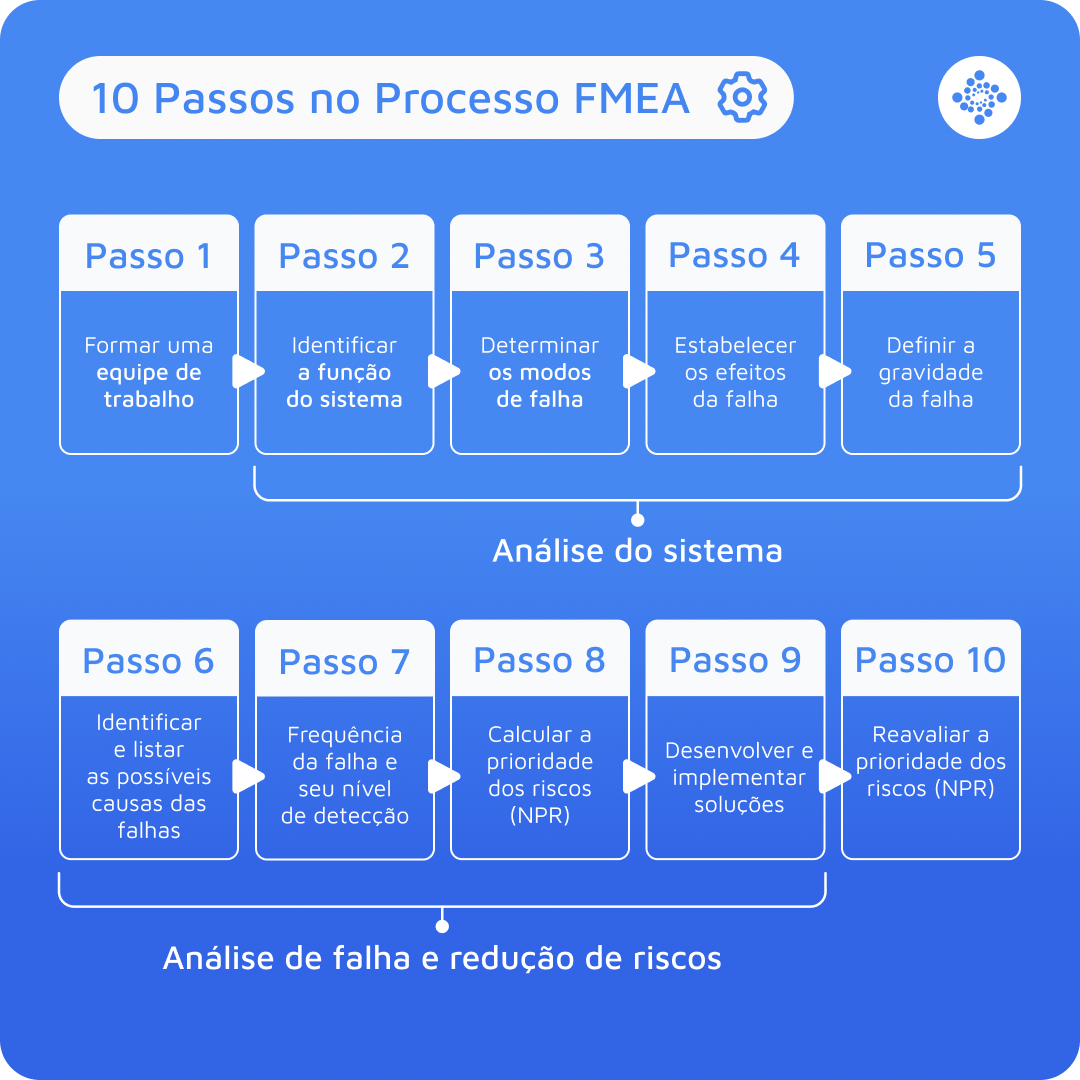
Os 10 passos para implementar o MFMEA
Para começar, é necessário utilizar diagramas de limites para identificar as funções de um sistema. Uma vez concluído o diagrama, a equipe de MFMEA pode focar nos valores baixos do tempo médio entre falhas (MTBF) e na confiabilidade.
1. Identificar a função
Definir a função em termos de um verbo ativo e um substantivo. Utilizar o diagrama funcional prévio para encontrar a função ideal, focando na intenção do sistema, subsistema ou componente sob investigação.
2. Determinar o modo de falha
No contexto operacional, uma falha é definida como um evento no qual um equipamento ou ativo não pode operar adequadamente dentro de um processo produtivo sob condições específicas predefinidas. Esta condição pode se manifestar na incapacidade do equipamento de gerar produtos, componentes ou realizar operações programadas de acordo com as especificações estabelecidas.
Os modos de falha em máquinas podem se apresentar de três formas distintas:
-
Falha do componente: Representa uma degradação total ou parcial em um ou vários componentes do sistema, resultando em uma diminuição significativa ou completa da funcionalidade.
-
Observação da falha: Implica na identificação de sinais ou indícios que sugerem a possibilidade de que um componente ou sistema falhe em um futuro próximo, embora ainda não tenha ocorrido uma parada operativa.
-
Anomalia de desempenho: Quando o desempenho ou funcionamento do equipamento se desvia consideravelmente dos parâmetros previamente estabelecidos, pode ser considerado como um estado de falha, já que não atende às expectativas e especificações necessárias.
3. Efeitos potenciais da falha
As consequências de um modo de falha no subsistema são meticulosamente abordadas sob uma perspectiva de segurança e considerando as sete principais perdas.
Os efeitos potenciais derivados dessas falhas devem ser analisados em profundidade em relação a fatores cruciais como tempo de inatividade, geração de resíduos e questões relacionadas à segurança operacional.
Ao aplicar um enfoque funcional nesta análise, é essencial estabelecer uma lista precisa de causas subjacentes antes de desenvolver uma lista completa de efeitos possíveis.
Um conceito associado aos efeitos potenciais é a gravidade, uma qualificação intrínseca ajustada de acordo com a seriedade do impacto causado por um potencial modo de falha do equipamento. Em termos comuns, são descritas características específicas para diferentes categorias:
Tempo de inatividade
Perda 1 - Interrupções: Estas perdas surgem como resultado da perda ou redução da funcionalidade em uma peça de equipamento, exigindo uma intervenção de manutenção imediata para correção.
Perda 2 - Preparação e ajustes: Se referem às perdas geradas por procedimentos estabelecidos, onde os ajustes abrangem o tempo durante o qual a produção é interrompida para realizar ajustes no processo ou nas máquinas, a fim de evitar perdas devido a defeitos e perda de desempenho. Isso requer a intervenção de um operador especializado.
Perda 3 - Perdas no início: Esse tipo de perda se manifesta nas primeiras etapas da produção após paradas prolongadas, como fins de semana, feriados ou entre trocas de turno. Isso leva a um desempenho reduzido ou ao aumento na quantidade de resíduos e defeitos.
Perda 4 - Ciclo reduzido: Essas perdas resultam de discrepâncias entre o tempo de ciclo ideal de uma peça de equipamento e seu tempo de ciclo real.
Desperdício
Perda 5 - Partes defeituosas: Essas perdas são consequência de defeitos na qualidade das partes do processo, o que desencadeia retrabalho, reparos e/ou desperdício.
Perda 6 - Ferramentas: Essas perdas se originam por falhas, quebras ou desgaste de ferramentas e componentes-chave, como ferramentas de corte, dispositivos de fixação, pontas de soldagem e punções.
Segurança
Perda 7 - Considerações de segurança: Se refere a situações em que existe risco imediato para a vida, membros ou situações de risco menos graves que podem comprometer a segurança do ambiente operacional.
4. Avaliar a gravidade da falha
A gravidade é composta por três aspectos:
- Segurança do operador da máquina (principal preocupação)
- Desperdício do produto
- Tempo de inatividade da máquina
A classificação deve ser estabelecida para cada efeito listado e o efeito mais grave deve ser classificado primeiro, geralmente aqueles com classificação de 9 e 10. Além disso, a análise deve começar com a função do subsistema que afetará a segurança, regulamentações governamentais e o tempo de inatividade da máquina.
É importante destacar que a redução na classificação de severidade só pode ser alcançada por meio de uma mudança no design. Além disso, estas diretrizes podem ser modificadas ou adaptadas para refletir situações específicas e a base dos critérios pode ser ajustada para refletir a especificidade da máquina e seu uso no mundo real.
5. Estabelecer as possíveis causas da falha
As possíveis causas devem ser identificadas como deficiências de design. Elas podem se traduzir em:
- Variações no design, fatores ambientais ou componentes defeituosos.
-
Variação durante as fases de instalação do equipamento que podem ser corrigidas ou controladas.
Identifique as causas de nível primário que provocarão o modo de falha. Os dados para o desenvolvimento das possíveis causas de falha podem ser obtidos de:
- Registros de falhas;
- Dados de garantia;
- Relatórios de problemas (coisas que deram errado, coisas que deram certo);
- Relatórios de testes;
- Relatórios de intervenções e histórico das ordens de trabalho.
6. Classificar o nível de ocorrência
A ocorrência (O) é a classificação correspondente à probabilidade de que o modo de falha ocorra dentro de um período de tempo determinado. O seguinte deve ser considerado ao desenvolver as classificações de ocorrência:
- Cada causa listada requer uma classificação de ocorrência.
- Podem ser utilizados controles que evitarão ou minimizarão a probabilidade de que a causa da falha ocorra, mas não devem ser usados para estimar a classificação de ocorrência.
Os dados para estabelecer as classificações de ocorrência podem ser obtidos de:
- Dados das ordens de trabalho
- Dados de MTBF (tempo médio entre falhas)
- Registros de falhas
- Registros de manutenção
7. Classificar o nível de detecção da falha
A classificação de detecção (D) é o método usado para avaliar a eficácia do controle atual para detectar o potencial modo de falha ou a causa. A escala para classificar esses métodos é baseada em uma escala de 1 a 10.
Controles atuais de detecção
Os controles atuais são descritos como elementos capazes de detectar o modo de falha ou as causas da falha, podendo ser controles de design ou de processo.
Um controle de design se baseia em testes ou outros mecanismos utilizados durante a fase de design para detectar falhas. Por outro lado, os controles de processo são aqueles usados para alertar a equipe da planta de que ocorreu uma falha e geralmente são descritos como dispositivos para:
- Prevenir a ocorrência do modo de falha ou do mecanismo de falha
- Reduzir a taxa de ocorrência do modo de falha
- Detectar o modo de falha
- Detectar o modo de falha e implementar uma ação de design corretiva
8. Calcular o número de prioridade de risco (NPR)
O NPR é um método usado pela equipe de MFMEA para classificar os diversos modos de falha do equipamento. Essa classificação permite que a equipe lide com a probabilidade mais alta de falha e eliminá-la antes que o equipamento saia da planta do fornecedor.
O NPR normalmente:
- Não possui valor ou significado. As classificações e os NPR em si não têm valor ou significado. Devem ser usados apenas para priorizar a potencial fraqueza de design da máquina (modo de falha) para considerar possíveis ações de design para eliminar as falhas ou torná-las gerenciáveis.
- É usado para priorizar fraquezas potenciais de design (causas raiz) para considerar possíveis ações de design.
- É um produto da gravidade (G), ocorrência (O) e detecção (D) da falha.
NPR = G x O x D
9. Estabelecer e implementar as ações recomendadas
Cada valor de NPR deve ter uma ação recomendada, listada no quadro do MFMEA, e projetada para reduzir as classificações de gravidade, ocorrência e detecção. As ações devem abordar em ordem as seguintes preocupações:
- Modos de falha com gravidade 9 ou 10
- Modo de falha/causa que tem uma alta classificação de ocorrência de gravidade
- Modo de falha/causa que tem uma alta classificação de NPR
Quando um modo de falha/causa tem uma classificação de gravidade de 9 ou 10, a ação recomendada deve ser considerada antes da liberação de engenharia para eliminar preocupações de segurança.
Neste passo, também é importante registrar a pessoa, o departamento e a data de conclusão da ação recomendada, bem como sua documentação.
Os resultados de um MFMEA efetivo reduzirão ou eliminarão o tempo de inatividade do equipamento.
10. Recalcular o RPN
No último passo do MFMEA, é necessário recalibrar a gravidade, a ocorrência e o nível de detecção da falha após a implementação das ações recomendadas.
Lembre-se sempre que apenas uma mudança no projeto pode alterar a Gravidade. A Ocorrência pode mudar com uma alteração no projeto e/ou um sistema redundante. A Detecção pode mudar com uma mudança no projeto e/ou uma melhor prova ou controle de projeto.
Se ocorrerem mudanças em G, O ou D, o novo RPN deve ser avaliado para determinar se são necessárias ações de design adicionais.
Benefícios de realizar um MFMEA
A Análise de Modos de Falhas e Efeitos para Máquinas (MFMEA) não só identifica possíveis falhas, mas também oferece inúmeros benefícios ao longo de todo o processo. Ao aplicar o MFMEA, são geradas melhorias na qualidade, confiabilidade e segurança de produtos e serviços, ao mesmo tempo em que os processos são agilizados e a satisfação do cliente é aumentada.
Esse enfoque proativo, desde a detecção precoce até a implementação de ações corretivas, resulta em uma otimização integral que impulsiona a competitividade e a eficiência da organização. Abaixo estão listados os benefícios mais importantes:
- Otimiza a qualidade, confiabilidade e segurança de produtos ou serviços. (Mesmo em certas situações, alcançar 99,9% não é suficiente).
- Facilita a escolha de alternativas (no sistema, design e processo) com alta confiabilidade e alto potencial de segurança desde as fases iniciais.
- Reforça a imagem e a competitividade da empresa.
- Aumenta a satisfação dos clientes, neste caso, os operadores das máquinas.
- Reduz tanto o tempo quanto os custos associados à manutenção das máquinas.
- Direciona para a melhor seleção do design do sistema.
- Contribui para a determinação da redundância do sistema.
- Identifica os procedimentos de diagnóstico.
- Estabelece uma hierarquia para as ações de melhoria de design.
- Facilita a análise dos novos processos de fabricação e/ou montagem.
- Colabora na análise de tarefas, sequências e/ou serviços.
- Participa na identificação e prevenção de erros.
- Define a ação corretiva necessária.
- Garante que todas as possíveis falhas e seus efeitos no sucesso operacional tenham sido avaliados.
- Lista as possíveis falhas e identifica a magnitude relativa de seus efeitos.
- Formula critérios iniciais para a fabricação, processo, montagem e serviço.
- Oferece documentação histórica para futuras referências, facilitando a análise de falhas em campo e a consideração de mudanças no design, processo e serviço.
Resumindo, a Análise de Modos de Falhas e Efeitos em Máquinas (MFMEA) é uma ferramenta essencial para garantir a qualidade, segurança e confiabilidade de produtos e serviços. Ao identificar proativamente possíveis falhas e seu impacto potencial, o MFMEA permite que as organizações tomem medidas preventivas e corretivas fundamentadas.
Além de otimizar processos e reduzir custos, essa metodologia se destaca como uma aliada na tomada de decisões estratégicas e no cumprimento de exigências normativas. Com seu enfoque sistemático e detalhado, o MFMEA se mostra como um investimento crucial para fortalecer a excelência operacional e a satisfação do cliente.